Технология изготовления пластмассовых корпусов в значительной мере зависит от применяемых материалов и конструкции доски. Наиболее широко применяются судостроительные материалы, такие как ткань Т11-ГВС9, полиэфирная смола НПС-609-21М, пенопласт ПХВ1-115. Корпус собирается из двух оболочек — палубной и днищевой, каждая из которых выклеивается (формуется) в своей матрице.
Формование корпуса начинается с подготовительных работ. На матрицы наносится сначала разделительный слой, затем декоративный слой, для которого применяют пигменты ярких расцветок. Обычно на корпус идет от 1 до 2 кг декоративного слоя.
Для правильного подбора колера рекомендуется предварительно нанести связующее с различным количеством введенного в него пигмента на небольшие плитки из стеклопластика и дождаться полимеризации смолы. Необходимое количество окрашенной смолы готовят с учетом процентного содержания пигмента в одобренном колере.
Одновременно выкраиваются полосы стеклоткани нужных размеров (ткань должна быть предварительно хорошо просушена и при необходимости очищена от замасливателя). Контуры стеклоткани очерчивают мягким карандашом, обрезают ее ножницами. Для каждой части корпуса нужно заготовить по три слоя ткани, что в готовой оболочке дает толщину стеклопластика 1,5 мм. В районе рабочей площадки — под ногами спортсмена — палуба усиливается еще одним слоем.
Связующее готовят в количестве, по весу равном заготовленной стеклоткани. Необходимо учитывать, что жизнеспособность смолы с введенными отверждающими компонентами не превышает 2,5 часа. Поэтому связующее готовят небольшими порциями, которые наверняка удается использовать в течение этого срока.
Полосы стеклоткани по очереди укладывают в матрицу, хорошо (но без излишков) пропитывая связующим при помощи кисти и прикатывая валиком из пенопласта или резины к поверхности. Важно, чтобы связующее хорошо проникло во все поры стеклоткани. Первый слой ткани нужно выдержать в течение 0,5—1,0 часа с тем, чтобы связующее «схватилось» (желатинизировалось) и при укладке и растягивании последующих слоев нельзя было сдвинуть нижний. По истечении этого срока наносят связующее на первый слой ткани и укладывают последующие слои уже без длительных перерывов.
Когда будут уложены все слои, следует обрезать острым ножом излишки ткани по контуру фланца матрицы, ибо после полного отверждения пластика сделать это будет трудно — придется работать ножовкой или абразивным режущим диском, закрепленным в патроне электродрели.
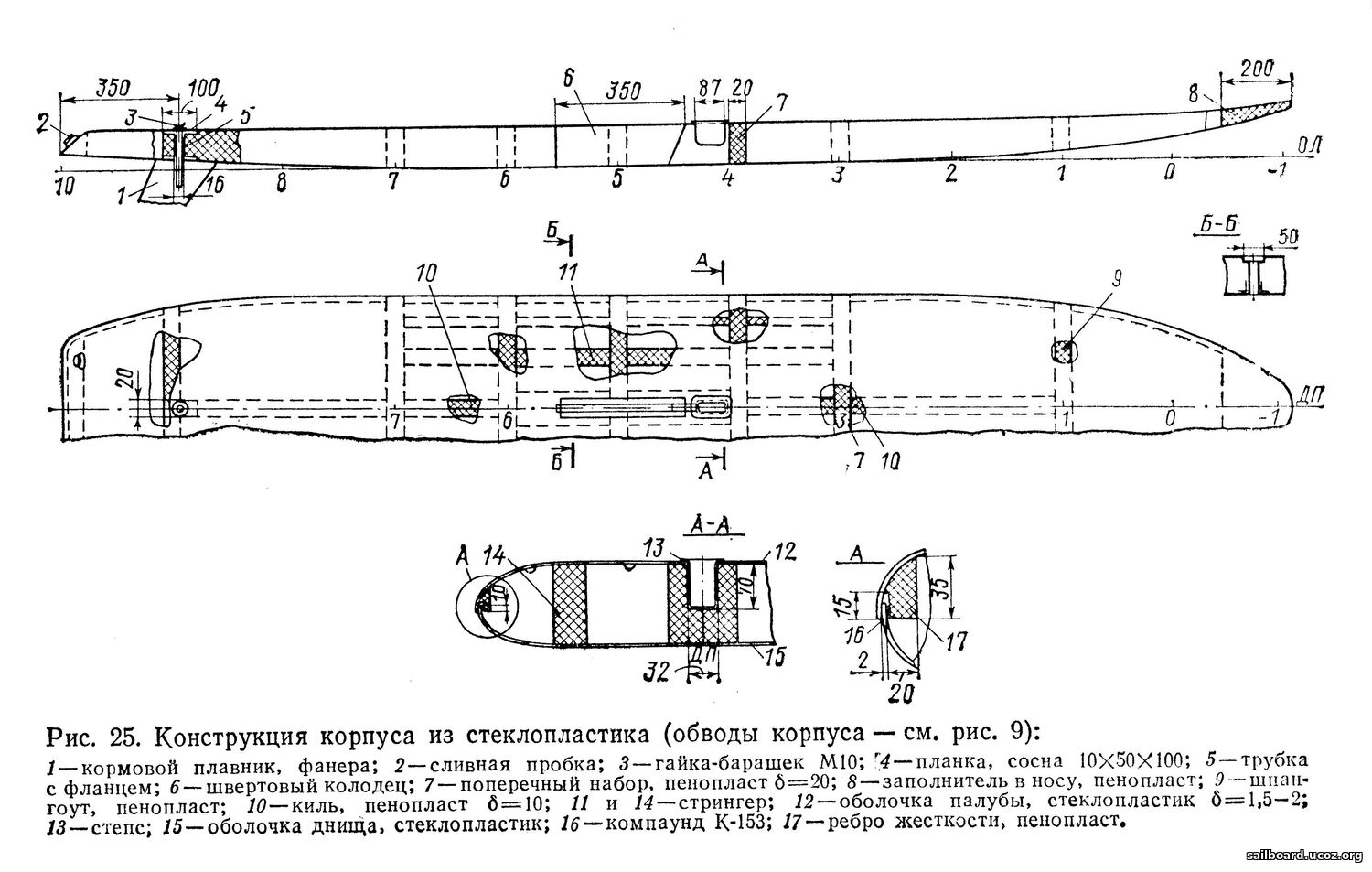
Заранее вырезаются и подгоняются по обводам корпуса детали набора, который состоит из четырех пенопластовых стрингеров толщиной 20 мм, расположенных как показано на рис. 25, и вертикального киля толщиной 25 мм. Высота киля и стрингеров подбирается таким образом, чтобы они плотно прилегали к оболочкам палубы и днища. Стрингера и киль приформовываются к оболочке днища, на еще не затвердевший стеклопластик одним слоем стеклоткани.
Заранее изготавливают из стеклопластика швертовый колодец, который также приформовывается к днищу, но тремя слоями полос стеклоткани. Толщина стенок швертового колодца должна составлять 3 мм. По линии стыка к верхней и нижней частям корпуса приклеиваются ребра жесткости из пенопласта сечением 25 X 40 мм. После полной полимеризации ребра жесткости зачищаются, на все соприкасающиеся поверхности наносится паста, состоящая из связующего и аэросила, придающего ему нужную вязкость. Матрицы с отформованными оболочками складываются вместе и стягиваются болтами через фланцы.
Через сутки матрицы разбирают, место стыка зашкуривают и проклеивают снаружи лентой из стеклоткани.
В матрицах днища и палубы заранее размечают места расположения швертового колодца, степса мачты и кормового плавника. При формовании оболочек в них вклеивают металлические пластины или трубки для крепления мачты и плавника.
Полый наборный корпус парусной доски обязательно снабжается сливной пробкой для удаления конденсата и попавшей внутрь воды и иногда — простейшим клапаном для выравнивания давления внутри корпуса с атмосферным при колебаниях температуры.